Рефераты по авиации и космонавтике
Рефераты по административному праву
Рефераты по безопасности жизнедеятельности
Рефераты по арбитражному процессу
Рефераты по архитектуре
Рефераты по астрономии
Рефераты по банковскому делу
Рефераты по биржевому делу
Рефераты по ботанике и сельскому хозяйству
Рефераты по бухгалтерскому учету и аудиту
Рефераты по валютным отношениям
Рефераты по ветеринарии
Рефераты для военной кафедры
Рефераты по географии
Рефераты по геодезии
Рефераты по геологии
Рефераты по геополитике
Рефераты по государству и праву
Рефераты по гражданскому праву и процессу
Рефераты по делопроизводству
Рефераты по кредитованию
Рефераты по естествознанию
Рефераты по истории техники
Рефераты по журналистике
Рефераты по зоологии
Рефераты по инвестициям
Рефераты по информатике
Исторические личности
Рефераты по кибернетике
Рефераты по коммуникации и связи
Рефераты по косметологии
Рефераты по криминалистике
Рефераты по науке и технике
Рефераты по кулинарии
Рефераты по культурологии
Рефераты по зарубежной литературе
Рефераты по логике
Рефераты по логистике
Рефераты по маркетингу
Контрольная работа: Качество оттисков и факторы, на него влияющие
Контрольная работа: Качество оттисков и факторы, на него влияющие
Введение
Процесс многократного воспроизведения информации (иллюстраций, графики, текста) путем переноса краски с печатной формы на запечатываемый материал называется печатью. Может быть как непосредственный перенос, так и с помощью промежуточного носителя.
При многокрасочной печати последовательность наложения красок может быть различной, что зависит от оригинала, типа печатной машины, качества используемых материалов.
Создание модели процесса печати позволит исследовать влияние скорости печати на качество оттисков и позволит заранее узнать, при каких скоростях достигается наилучшее качество печатной продукции, какой материал необходимо выбрать для достижения необходимого результата. Процесс исследования может проводиться по совмещению красок при многокрасочной печати либо по оптической плотности оттиска. В данной курсовой работе влияние скорости печати на качество оттисков проводится по совмещению красок.
Совмещение отдельных красок определяется по специальным меткам или шкалам, расположенным на оттиске, а измерение степени расхождения (или совпадения) их оценивается с помощью измерительной лупы или микроскопа. При полном совмещении красок метки, в зависимости от их вида, или полностью совпадают друг с другом, или находятся на определенном расстоянии. Степень несовмещения красок определяется величиной отклонения фактического расположения меток от заданного.
При печатании на многокрасочных рулонных машинах несовмещение красок возникает из-за нестабильности натяжения полотна, в течение всего печатного процесса, и колебаний печатных аппаратов. Для уменьшения величины несовмещения перед печатными секциями и после них устанавливают стабилизаторы натяжения полотна, которые оснащают электронными контрольно-регулирующими устройствами. Изображения, отпечатанные цветными красками, должны быть точно совмещены на оттиске; допустимые отклонения для флексографской печати не должны превышать 0,3 мм [1]. На предприятии применяется такое же значения допуска на несовмещение.
Исследование влияния скорости печати на качество оттисков имеет большое значение для производства продукции. Так как при значительном несовмещении произведенная продукция будет отбраковываться и соответственно предприятие будет нести убытки.
1. Описание эксперимента
Данный эксперимент проводился на флексографской планетарной шестикрасочной печатной машине Saba 6 Millennium, которая предназначена для печати на широком спектре материалов: целлофане, полифане, полиэтилене, полипропилене и др. Технические данные машины: максимальная ширина печати – 800 мм, длина печати – 340–1100 мм, скорость печати до 250 м/мин.
В данном разделе исследовались изменяемый и постоянный параметры, в качестве изменяемого параметра использовались различные скорости печати, а в качестве постоянного параметра – материалы: для первого эксперимента – пленка ВОРР 20 мкм прозрачная; для второго эксперимента – полифан 25 мкм металлизированный; для третьего эксперимента – пленка ВОРР 35 мкм жемчужная. Данные материалы используются для производства упаковки.
Печать наносится спирторастворимыми красками для флексографской печати фирмы Sicpa с использованием водовымывных фотополимерных пластин для флексографской печати фирмы BASF.
Перед началом процесса печати на малых скоростях печатной машины производиться подготовка машины к печати: регулировка и оптимизация давления анилоксового вала на формный вал, формного вала на запечатываемый материал, регулировка продольной и поперечной приводки (совмещение красок), а также материалы. После этого машину запускают в работу, доводя до рабочей скорости.
Во время проведения эксперимента необходимо было проконтролировать качество оттисков, отпечатанных на печатной машине до момента достижения рабочей скорости. Печатная машина начинает разгоняться до рабочего режима с 30 м/мин. Были отобраны оттиски, полученные при скоростях: 30, 50, 100, 150, 180 м/мин.
Оценка качества по несовмещению красок во время печати происходит при помощи системы видеоконтроля и при необходимости печатник сразу же корректирует процесс. Несовмещение красок на оттиске контролируется также визуально с помощью лупы.
По завершению опыта были проведены измерения расстояний между центрами приводочных крестов, образованными разными красками, при помощи лупы с 10Ч увеличением.
Результаты измерений, полученные в ходе эксперимента, приведены в табл. 1.1.
Таблица 1.1. Результаты измерения несовмещения красок
| Скорость, м/мин | Вид материала / Несовмещение, мм | ||
| Пленка ВОРР 20 мкм прозрачная | Полифан 25 мкм металлизированный | Пленка ВОРР 35 мкм жемчужная | |
| 30 | 0,4 | 0,4 | 0,3 |
| 50 | 0,2 | 0,3 | 0,4 |
| 100 | 0,3 | 0,2 | 0,4 |
| 150 | 0,4 | 0,3 | 0,1 |
| 180 | 0,5 | 0,4 | 0,4 |
моделирование краска печать оттиск
2. Математическое моделирование
Математическое моделирование – это приближённое описание реальных объектов с помощью математических выражений. В модели отображаются наиболее важные для исследования свойства объектов.
Начальная стадия моделирования заключается в составлении таблицы значений искомой функции y в зависимости от входного параметра Vi. Для создания математической модели технологического процесса сначала необходимо найти уравнение, хорошо аппроксимирующее экспериментальные данные. Процесс моделирования включает 2 этапа:
1) выбор вида аппроксимирующей функции y = F(xi);
2) определение значения ее коэффициентов.
Первый этап удобно проводить, основываясь на графическом представлении табличных данных. Для этого в пакете MathCad строится график зависимости yi от Vi, где i Ї номер эксперимента. Присваиваем значению i = 1…5 и строим пробный график.
Так как график функции близок к параболе, то для определения параметров выбранной функции применяем метод наименьших квадратов.
По этому методу функцию F(x) строят так, чтобы сумма квадратов отклонений была меньше [2]:
 , (2.1)
, (2.1)
Так как в качестве аппроксимирующей функции выбрана парабола, то имеем [2]:
 , (2.2)
, (2.2)
Приравнивая к нулю частные производные по параметрам a0, a1 и a2, получаем нормальную систему [2]:
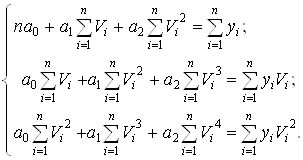 (2.3)
(2.3)
Перепишем задачу в матричном виде [2]:
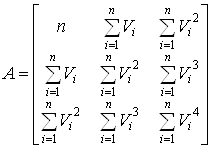 ; (2.4)
; (2.4)
 . (2.5)
. (2.5)
где ![]() – кубическая матрица (включает
три строки и три столбца), хранящая коэффициенты при неизвестных системы трех
уравнений;
– кубическая матрица (включает
три строки и три столбца), хранящая коэффициенты при неизвестных системы трех
уравнений;
![]() – вектор неизвестных системы;
– вектор неизвестных системы;
![]() – вектор свободных членов.
– вектор свободных членов.
Для нахождения решения системы обратную матрицу А перемножим на вектор В, а ответ занесем в вектор Z [2]:
![]() = А-1´
= А-1´![]() , (2.6)
, (2.6)
Следовательно, полученная функция будет иметь вид:
F(x) = a0 + a1 x + a2 x2. (2.7)
В результате решения задачи моделирования в программе MathCad были получены следующие функциональные зависимости несовмещения красок на оттиске от скорости печати:
Для пленки ВОРР 20 мкм прозрачной:
F1 (x1) = 0,41 – 3,27 Ч 10-3 x1 + 2,16 Ч 10-5 Ч x12.
Для полифана 25 мкм металлизированного:
F2 (x2) = 0,54 – 6,006 Ч 10-3 x2 + 2,943 Ч 10-5 Ч x22.
Для пленки ВОРР 35 мкм жемчужной:
F3 (x3) = 0,458 – 3,391 Ч 10-3 x3 + 1,547 Ч 10-5 Ч x32.
Сводный график полученных зависимостей представлен на рис. 2.1
![]()
![]()
|
|
|
|
|
|
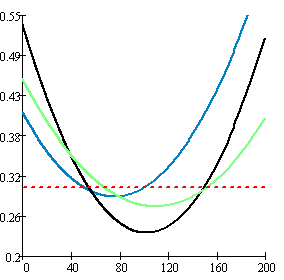
1 – пленка ВОРР 20 мкм; 2 – полифан 25 мкм; 3 – пленка ВОРР 35 мкм; 4 – прямая допуска
Также для данных зависимостей найдены точки пересечения с линией допуска на несовмещение (0,3 мм): для пленки ВОРР 20 мкм V1 = 50,04 и V2 = 101,31; для полифана 25 мкм V1 = 54,36 и V2 = 149,70; для пленки ВОРР 35 мкм V1 = 67,42 и V2 = 151,74. Часть графика, находящаяся под прямой является приемлемой для печати.
Заключение
При выполнении работы был проведен опыт по исследованию влияния скорости печати на качество оттисков по совмещение красок при многокрасочной флексографской печати.
Несовмещение красок на оттиске зависит от ряда факторов: технологических (свойств используемых печатных материалов), дефектов оборудования (конструктивных особенностей отдельных узлов печатной машины) и установленных режимов процесса печатания.
Для определения влияния скорости печати на несовмещение красок и нахождения оптимального диапазона скоростей, позволяющих получить требуемую точность воспроизведения многокрасочного изображения, была построена математическая модель, которая отражает зависимость качества оттисков (по критерию несовмещения красок) от скорости печати для печатной машины Saba 6 Millennium в диапазоне скоростей 30–180 м/мин для трех видов материалов: пленки ВОРР 20 мкм прозрачной, полифана 25 мкм металлизированного, пленки ВОРР 35 мкм жемчужной.
Анализ полученных зависимостей (F1 (x1) = 0,41 – 3,27 Ч 10-3 x1 + 2,16 Ч 10-5 Ч x12 – для пленки ВОРР 20 мкм прозрачной, F2 (x2) = 0,54 – 6,006 Ч 10-3 x2 + 2,943 Ч 10-5 Ч x22 – для полифана 25 мкм металлизированного и F3 (x3) = 0,458 – 3,391 Ч 10-3 x3 + 1,547 Ч 10-5 Ч x32 – для пленки ВОРР 35 мкм жемчужной) показывает, что каждый материал имеет свой диапазон скоростей, при котором соблюдается совмещение красок. Также видно, что при увеличении толщины материала этот диапазон скоростей смещается в большую сторону. Следствием этого является, что при малых скоростях натяжение материала не достаточное для получения хорошего совмещения красок, а на больших скоростях, из-за механического износа шестерен, происходит колебание ленты запечатываемого материала и уменьшается давление печати, что также оказывает большое влияние на совмещение. Наглядным примером служат построенные графики зависимости несовмещения красок от скорости печати.
По результатам математического моделирования можно сделать вывод, что увеличение скорости в диапазоне 30–180 м/мин допустимое несовмещение для пленки ВОРР 20 мкм прозрачной достигается при скоростях 50–100 м/мин и составляет 0,3–0,2 мм; для полифана 25 мкм металлизированного этим диапазоном является 50–150 м/мин и составляет также 0,3–0,2 мм; для пленки ВОРР 35 мкм жемчужной диапазон 70–150 м/мин с несовмещением 0,3–0,1 мм. Если учесть, что допуск на несовмещение для флексогафской печати составляет 0,3 мм.
Из этих данных видно, что пленка большей толщины позволяет получать оттиски требуемого качества на большей скорости и, следовательно, является более универсальным материалом для производства упаковки, которая требует быстрых сроков изготовления заказа. А также пленка механически устойчива и меньше подвергается деформациям растяжения-сжатия.