Рефераты по авиации и космонавтике
Рефераты по административному праву
Рефераты по безопасности жизнедеятельности
Рефераты по арбитражному процессу
Рефераты по архитектуре
Рефераты по астрономии
Рефераты по банковскому делу
Рефераты по биржевому делу
Рефераты по ботанике и сельскому хозяйству
Рефераты по бухгалтерскому учету и аудиту
Рефераты по валютным отношениям
Рефераты по ветеринарии
Рефераты для военной кафедры
Рефераты по географии
Рефераты по геодезии
Рефераты по геологии
Рефераты по геополитике
Рефераты по государству и праву
Рефераты по гражданскому праву и процессу
Рефераты по делопроизводству
Рефераты по кредитованию
Рефераты по естествознанию
Рефераты по истории техники
Рефераты по журналистике
Рефераты по зоологии
Рефераты по инвестициям
Рефераты по информатике
Исторические личности
Рефераты по кибернетике
Рефераты по коммуникации и связи
Рефераты по косметологии
Рефераты по криминалистике
Рефераты по науке и технике
Рефераты по кулинарии
Рефераты по культурологии
Рефераты по зарубежной литературе
Рефераты по логике
Рефераты по логистике
Рефераты по маркетингу
Отчет по практике: Турбонасосные агрегаты. Технологическая линия транспортировки датчиков давления к насосам
Отчет по практике: Турбонасосные агрегаты. Технологическая линия транспортировки датчиков давления к насосам
ОТЧЕТ
по первой производственной практике
на тему
Турбонасосные агрегаты. Технологическая линия транспортировки датчиков давления к насосам
Выполнила: студентка гр.АТ-06
Афанасьева Н.А.
Проверил: Шевченко В.И.
Днепропетровск
2009
Содержание
1. Общие сведения
2. Алгоритм работы устройств
3. Описание конструкции системы управления
4. Порядок выполнения работы транспортировки датчиков давления
5. Заключение
1. Общие сведения
Конструкторское бюро «Южное» и совместная производственная фирма, научно-исследовательский центр «Декорум», создают и эксплуатируют ракетно-космическую технику, различные двигатели и детали, агрегаты и установки. Так например, одной из многих технологических линий является - технологический процесс производства турбонасосных агрегатов.
Турбонасосный агрегат – это агрегат системы подачи жидких компонентов. Различные виды турбонасосных агрегатов применяются в разных сферах производства, например в авиации, металлургии, автоматизации и даже медицине.
Так например, бустерный турбонасосный агрегат предназначен для использования в системах подачи ракетного топлива или рабочего тела в жидкостном ракетном двигателе, либо жидкого горючего в некоторых авиационных двигателях (например, в прямоточном воздушно-реактивном двигателе); а также в стендовых установках в криогенной технике и химической промышленности. Насосный агрегат - модульный гидроприводный, предназначен для перекачивания жидкостей с высокой концентрацией твердых частиц: буровых растворов, шлаков, взвесей рудных концентратов в нейтральных или щелочных средах и т.д. Также некоторые турбонасосные агрегаты используются для откачки из скважин и шахт воды — питьевой, соленой, геотермальной и т. д. Так как технологический процесс производства турбонасосных агрегатов занимает огромное количество времени для выполнения и слишком сложен для описания, за основу я выбрала технологическую линию транспортировки датчиков давления для дальнейшего их внедрения в конструкцию насосов.
Транспортное устройство КТС 061.00.000-01 (ТУ разгрузки) предназначено для транспортировки поддонов с датчиками давления, после окончания процесса формировки от формировочной ванны до места разгрузки и дальнейшей сборки в насосный агрегат. Устройство предназначено для совместной работы с транспортным устройством КТС 061.00.000 (ТУ загрузки), осуществляющим транспортировку поддонов с датчиками давления от рабочего места подготовки к формировке до формировочной ванны и загрузку поддонов в формировочную ванну.
ТУ загрузки и ТУ разгрузки движутся вдоль рядов формировочных ванн с разных сторон (рис.1).
Расположение ТУ разгрузки линии формировки легких датчиков давления показано на рис.1
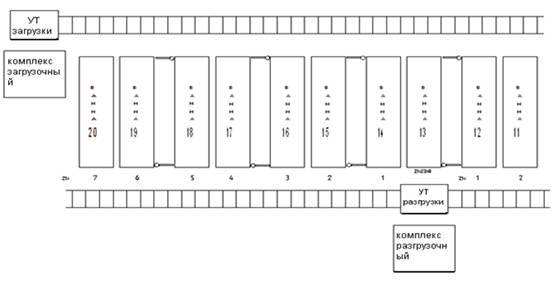
Рис.1 Технологическая линия транспортировки датчиков давления.
При загрузке формировочной ванны одновременно происходит выгрузка поддонов с датчиками давления прошедшими процесс формировки. Поэтому ТУ загрузки и ТУ разгрузки работают синхронно. Нормальный рабочий режим устройств – автоматический.
ТУ загрузки формирует для ТУ разгрузки следующие сигналы:
- разрешение работы;
- номер загружаемой ванны с датчиками;
- окончание заталкивания поддона в ванну.
От ТУ разгрузки на ТУ загрузки поступают следующие сигналы:
- наличие сбоя;
- готовность к погрузке поддона;
- выбор номера турбонасосного агрегата для внедрения датчика давления.
Процесс выгрузки поддона с ТУ разгрузки также автоматизирован.
2. Алгоритм работы устройств следующий
- на ТУ загрузки задается номер требуемой формировочной ванны, который передается на ТУ разгрузки вместе с сигналом разрешающим работу;
- при наличии информации от ТУ разгрузки и формировочной ванны о готовности к работе и разрешающего сигнала с места подготовки датчика давления, ТУ загрузки после погрузки поддона движется к заданной формировочной ванне и, достигнув ее, останавливается и переходит в режим ожидания;
- ТУ разгрузки, при наличии разрешающего сигнала от рабочего места разгрузки и отсутствии поддона на ленте, движется к формировочной ванне, номер которой получен от ТУ загрузки;
- ТУ разгрузки, достигнув заданной формировочной ванны останавливается перед ней и после непродолжительной паузы выдвигает ленту в сторону ванны для погрузки поддона;
- после достижения лентой ТУ разгрузки крайнего положения, на ТУ загрузки поступает сигнал о готовности ТУ разгрузки к погрузке поддона;
- ТУ загрузки вталкивает поддон с датчиками давления в ванну. При этом крайний поддон находящийся с противоположной стороны ванны выталкивается на ленту ТУ разгрузки;
- на ТУ разгрузки после погрузки поддона срабатывает счетчик наличия поддона на ленте; лента с поддоном возвращается в исходное положение;
- от ТУ загрузки при возврате заталкивающего механизма в исходное положение на ТУ разгрузки поступает сигнал о завершении заталкивания поддона;
- лента ТУ разгрузки с поддоном возвращается в исходное положение;
- после достижения лентой с поддоном исходного положения ТУ разгрузки после небольшой задержки движется к рабочему месту разгрузки;
- достигнув места разгрузки, ТУ разгрузки останавливается и выдает сигнал готовности к разгрузке на стол управления комплекса разгрузочного;
- исполнительные механизмы комплекса разгрузочного перемещают поддон с датчиками давления с ленты ТУ разгрузки на подготовительную ленту комплекса разгрузочного;
- после того как поддон с датчиками давления перемещен на подготовительную ленту разгрузочного комплекса, все датчики давления на поддоне сбрасываются на стол под номером соответствующего насоса (турбонасосного агрегата).
- после разгрузки поддона ТУ разгрузки переходит в режим ожидания и повторяет вышеописанный цикл после получения сигнала разрешающего движение от рабочего места разгрузки.
- после того как будут загружены и соответственно выгружены все поддоны с датчиками давления на стол соответствующего насоса, ТУ загрузки снимает сигнал разрешающий работу ТУ разгрузки;
- ТУ разгрузки, достигнув исходного положения (место разгрузки) после разгрузки последнего поддона, переходит в режим ожидания. После получения очередного номера ванны и соответствующих разрешающих сигналов ТУ разгрузки повторяет вышеописанный цикл.
3. Описание конструкции системы управления
Конструктивно система управления ТУ разгрузки состоит
из следующих составных частей:
- стол управления;
- шкаф распределительный;
- пульт управления.
Стол управления (CУ) состоит из 2-х блоков – силового и управления. СУ размещается непосредственно на ТУ разгрузки. Внешний вид СУ показан на рис.2.
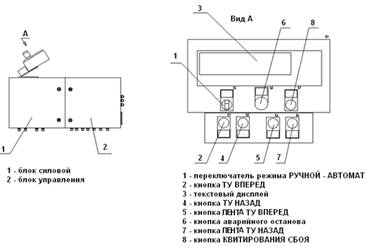
Рис. 2.
В силовом блоке размещены частотный преобразователь и устройства коммутации мотор- редукторов перемещения ленты и собственно ТУ разгрузки. В блоке управления размещены основные компоненты системы управления. Система управления ТУ разгрузки построена на промышленном контроллере фирмы SIEMENS 300 серии. Для отображения информационных сообщений в процессе работы ТУ разгрузки использован текстовый дисплей типа ТД 17. Текстовый дисплей и органы управления размещены в специальных пластиковых корпусах, которые закреплены с помощью наклонного кронштейна на верхней плоскости СУ (рис. 2). Для обеспечения внешних связей СУ предназначен шкаф распределительный (ШР). Соединение СУ и ШР осуществляется специальным гибким шлейфом.
На рабочем месте разгрузки расположен пульт управления (ПУ). С помощью ПУ осуществляется включение СУ и при необходимости аварийная остановка ТУ разгрузки. Для предупреждения обслуживающего персонала об опасности при движении ТУ разгрузки используются световые индикаторы светофорного типа, расположенные в каждом проходе между блоками ванн формировочных. Кроме этого движущееся ТУ разгрузки обозначается мигающим индикатором красного цвета.
При перемещении ТУ разгрузки подается непрерывный звуковой сигнал. Перед началом перемещения ленты ТУ разгрузки подается прерывистый звуковой сигнал.
4. Порядок выполнения работы транспортировки датчиков давления
ТУ разгрузки может работать в двух режимах – автоматическом и ручном. Выбор режима работы осуществляется переключателем «РЕЖИМ – РУЧНОЙ – АВТОМАТ» (Рис. 3).
Так как целью данной производственной практики является рассмотрение технологического процесса с точки зрения автоматизации, рассмотрим порядок выполнения работы транспортировки датчиков давления к турбонасосным агрегатам в автоматическом режиме.
Для работы в автоматическом режиме требуется установить переключатель «РЕЖИМ» в положение «АВТОМ.». При этом зеленый индикатор на мачте ТУ разгрузки засвечивается непрерывно, на текстовом дисплее появляются надписи «АВТОМАТИЧЕСКИЙ РЕЖИМ», «НОМЕР ВАННЫ» и «НОМЕР СООТВЕТСТВУЮЩЕГО СТОЛА С НАСОСОМ». Основным условием движения ТУ разгрузки является наличие кода номера ванны, номера стола с насосом и сигнала разрешающего работу, поступающие от СУ ТУ загрузки и сигнал разрешающий движение от исходного положения, поступающий от СУ разгрузочного комплекса. Полученный номер ванны индицируется на текстовом дисплее блока управления после надписи «НОМЕР ВАННЫ».
Перед пуском в работу в автоматическом режиме ТУ разгрузки должно в обязательном порядке находиться в исходном положении. Лента ТУ разгрузки (рис.3) также должна находиться в исходном положении. При наличии необходимых сигналов от ТУ загрузки и отсутствии аварийных режимов, а также при наличии сигнала «РАЗРЕШЕНИЕ ДВИЖЕНИЯ ОТ ИП» ТУ разгрузки начнет движение к ванне с полученным номером с подачей звукового сигнала.
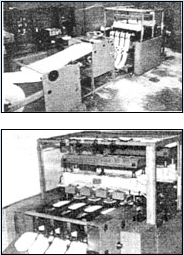
Рис. 3. Лента ТУ разгрузки
Если ТУ разгрузки перемещается к заданной от ТУ загрузки ванне или находится в режиме ожидания погрузки поддона, а номер ванны на ТУ загрузки при этом изменяется, то ТУ разгрузки переходит в режим аварийного останова, на ТД появляется надпись «НОМЕР ВАННЫ ЗАДАН НЕКОРРЕКТНО ДАЛЕЕ В АВТОМАТЕ ОТ ИСХ. ПОЛОЖ.». При этом ТУ разгрузки надлежит привести к исходному положению в ручном режиме.
При отсутствии сбоев в работе механизмов ТУ разгрузки и комплекса разгрузки работа по транспортировке поддонов с датчиками давления к турбонасосным агрегатам осуществляется автоматически согласно ранее изложенному алгоритму.
Если происходит загрузка/разгрузка ванны, расположенной в исходном положении ТУ разгрузки, работа осуществляется по следующему алгоритму:
- ТУ разгрузки остается в исходном положении;
- лента ТУ разгрузки после прерывистого звукового сигнала выдвигается в сторону ванны. После выдвижения ленты до крайнего положения на СУ ТУ загрузки выдается сигнал готовности к погрузке поддона;
- после погрузки поддона, получения от ТУ загрузки сигнала
о завершении заталкивания поддона в ванну и предупредительного звукового сигнала, лента втягивается на ТУ разгрузки и на СУ разгрузочного комплекса поступает сигнал о готовности к разгрузке поддона. После разгрузки поддона – сброса датчиков давления на стол с насосом, вышеописанный цикл повторяется.
При возникновении каких-либо автоматических неполадок или же сбоев, всегда можно перейти от автоматического режима выполнения работы к ручному. Это позволяет обеспечить высокую надежность и быстроту транспортировки датчиков давления к насосам при любых аварийных ситуациях автоматической системы.
5. Заключение
В ходе проведения производственной практики, я ознакомилась с турбонасосными агрегатами (их изготовлением), подготовкой деталей и датчиков для них. Из нескольких технологических процессов я выбрала для рассмотрения линию транспортировки датчиков давления к столам с насосами (рис. 4).

Рис. 4. Столы с турбонасосными агрегатами.
транспортное устройство турбонасосный агрегат
Мною был исследован процесс автоматизированной системы управления – транспортного устройства транспортировки поддонов с датчиками давления для турбонасосных агрегатов. Была изучена его конструкция, проведен полный анализ его работы в автоматическом режиме. Предоставлены некоторые схемы, описывающие работу данного устройства.